Select your site:
International



Highly mar and scuff resistant textured finishes built to protect.
Protexture is a highly durable polyester thermosetting powder coat range.

The Protexture® Range is a collection of popular, highly mar and scuff resistant textured finishes built to protect, delivered with warranty grade advanced highly durable polyester thermosetting powder.
It is ideal for use:
 |
 |
 |
 |
 |
 |
 |
|
|---|---|---|---|---|---|---|---|
| Interior | · | · | · | · | · | · | · |
| Exterior | · | · | · |
| Interior | Exterior | |
|---|---|---|
|
· | · |
|
· | · |
|
· | |
|
· | · |
|
· | |
|
· | |
|
· |
Selected Duralloy colours are available with RapidCure™ Technology enabling reductions in energy consumption during curing and or increased process line speeds. For more information on RapidCure Technology see here.
*Warranties are only valid when applied by a DGL Accredited Powder Coater to the warranty specification on recommended projects, and subject to specified warranty terms and conditions.
**The product is designed to reduce the visible mar and scuffing that can happen during transportation, fabrication, onsite during construction and service life when compared to smooth powder coat finishes.
Developed primarily for use on extruded aluminium, including window and door joinery, and extruded aluminium panel work on class 1 & 10 residential buildings and on class 2-9 commercial buildings lower than 4 levels under the Australian Building Code. Protexture is also suitable for use over a variety of substrates, including mild steel and aluminium.
Ideal for warranty grade application over:
Protexture can also be used on the following but is not warranted:
Highly Durable polyester thermosetting powder
Protexture
Textured look
Flat finishes
Interior and exterior use
See how this product rates on selected measures below.
Visit the contact us page to get in touch.
The pre-treatment process must be capable of meeting the performance outputs as described in AS3715 and AAMA-2603
Compliance to appropriate process parameters is essential in ensuring compliance to etch, conversion coating weights (time/concentration) and conductivity of the final rinse.
The etch process is a very important stage of pre-treatment and close consultation with your pre-treatment supplier is strongly recommended to ensure optimum adhesion & corrosion resistance is obtained.
This is the next pre-treatment process for aluminium to ensure that it is suitably prepared for coating.
Final rinse is to ensure optimum surface preparation prior to coating.
Care should be taken with handling to ensure health and safety measures are met and that the substrate is not contaminated.
If your site uses a dry off oven to assist in the pre-treatment process, consult your pre-treatment supplier for advice, but generally;
The pre-treatment process must be capable of meeting the performance outputs as described in AS3715 and AAMA-2603
Steel substrates shall be prepared as follows:
1. Wash and degrease all surfaces to be coated in accordance with AS1627.1 with a free-rinsing, neutral/alkaline detergent, in strict accordance with the manufacturer’s written instructions and all safety warnings.
2. Wash with fresh potable water and ensure that all soluble salts are removed. Testing if required can be done in accordance with AS 3894.6 for the determination of residual contaminants.
3. Grind all sharp edges with a power tool to a minimum radius of 2mm.
4. Hand or power tool clean welds to AS1627.2 to remove roughness. Remove filings, preferably by vacuum.
5. Abrasive blast clean all steel surfaces to be powder coated in accordance with AS 1627.4 to the visual cleanliness standard of SA 2.5. Use a medium that will generate a surface profile of 35 to 65 microns. In situations where it is not possible to prepare your item on all surfaces as described above, for long term protection against corrosion it is strongly recommended whenever possible, that an alternative substrate such as aluminium be considered.
6. The steel must be coated within 4 hours of blasting and stored in an area which is clean and dry.
Electrostatic Spray
Flat Products
Metal Temperature:
210°C: 4 mins minimum
200°C: 5 mins minimum
180°C: 8 mins minimum
Use the following table to help identify where Protexture can be applied on aluminium projects, the system required and the DGL Alumi Shield™ warranty level available. Refer to the conditions information to determine the environment that your project will be exposed to.

Use the following table to help identify the product choice on your project. Refer to the conditions information to determine the environment that your project will be exposed to.

All DGL powder products are NOT suitable in strongly acidic or caustic environments so the PH must be between 5 and 9.
1. Protexture is only suitable for coastal environments >10m from the high tide line.
* In Mild (Medium) exterior environments and Moderate (Medium) interior environments, a 10 year corrosion warranty is available with a Zincshield, E-Prime and the indicated top coat system. Without E-Prime a 5 Year corrosion warranty is available.
Please refer to ‘Interior and exterior environments close to liquids other than the sea’ for warranty implications where powder coatings may be in close proximity to liquids.
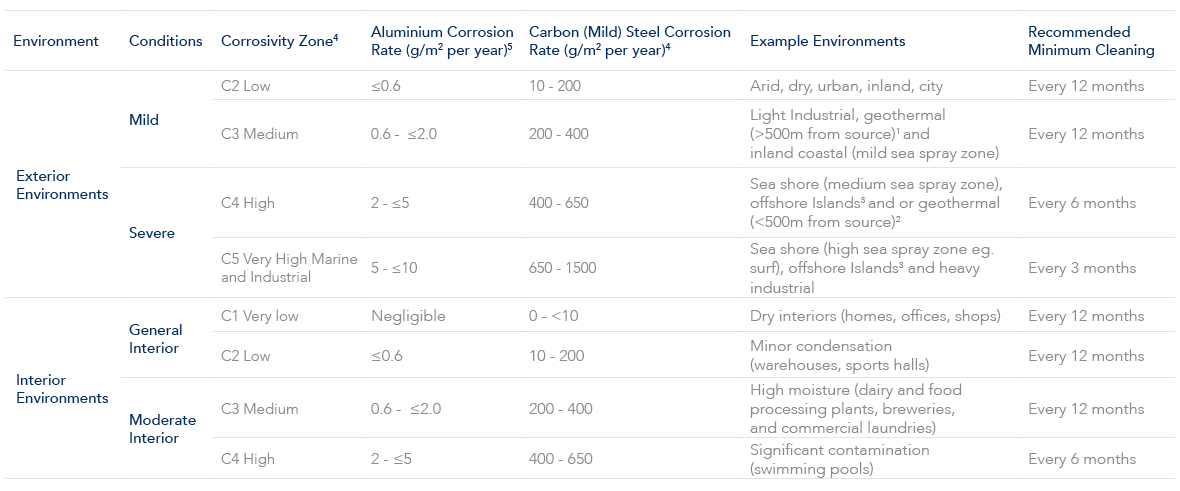
Use the following table which references AS 2312.1, SNZ TS 3404 and ISO 9223 to identify the environment, conditions and atmospheric corrosivity categories.

4. The corrosion rates for the first year of exposure for the different corrosivity categories of Aluminium are determined by the following standard:
Please refer to the guidance below for:

Our dedicated consultants can help simplify the specification process, saving you time and money by providing the right coating advice for your project.
Contact DGL
On pre-treated architectural aluminium when applied by a DGL Accredited Powder Coater to the warranty specification on recommended project types and conditions.
For more information on our DGL Alumi Shield™ warranty program click here.
Environments must be:
Please note chemically treated water includes antimicrobial treatments, e.g. in pools, anti-corrosive chemicals, and soapy water in bathrooms and showers.
Only DGL Accredited Powder Coaters are able to issue our DGL Alumi Shield™ warranties after demonstrating their capability to meet stringent quality conditions and international standards.
![]()
For more information click here.